






Consulenza sul prodotto
Il tuo indirizzo email non verrà pubblicato. I campi obbligatori sono contrassegnati *

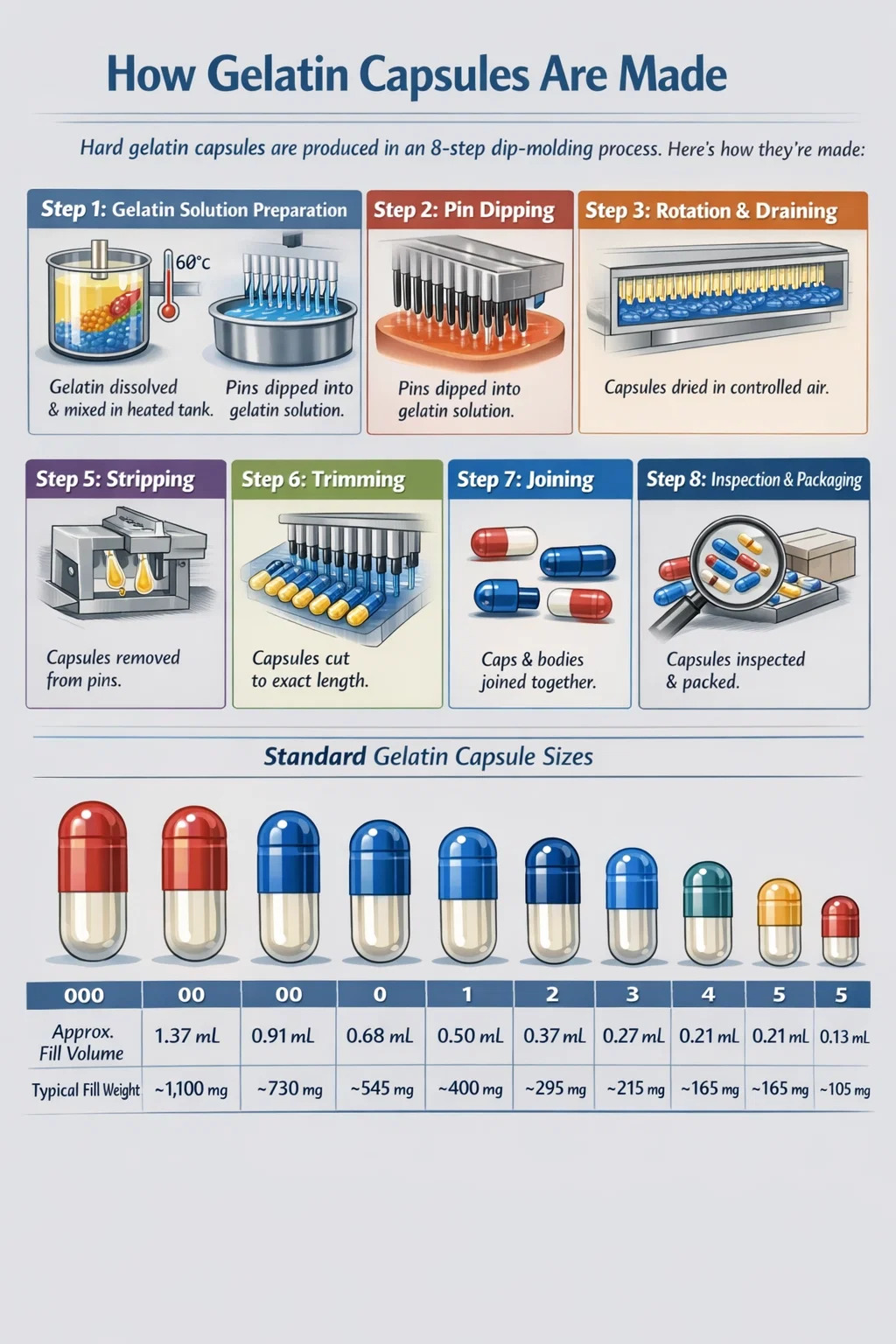
Le capsule, in particolare le capsule di gelatina, vengono prodotte attraverso un processo di stampaggio a immersione in cui i perni di acciaio inossidabile di precisione vengono immersi in una soluzione di gelatina a temperatura controllata, prelevati, essiccati, spogliati, tagliati e uniti per formare il guscio finito. Questo processo si applica a capsule di gelatina dura (HGC) , che rappresentano circa il 70-75% di tutte le capsule prodotte a livello globale. Le capsule di gelatina molle (softgel) seguono un diverso metodo di incapsulamento con stampo rotante in cui il guscio e il materiale di riempimento vengono formati simultaneamente.
L'intero ciclo di produzione delle capsule di gelatina dura, dall'immersione dei perni all'involucro finito, richiede in genere Da 45 a 50 minuti per ciclo batch su una moderna linea automatizzata, con un'unica macchina di produzione in grado di produrre oltre 1 milione di involucri di capsule all'ora. Comprendere questo processo è essenziale per i produttori farmaceutici, i marchi nutraceutici, le farmacie di compounding e chiunque acquisti o valuti i materiali delle capsule.
Una capsula di gelatina è un guscio costituito principalmente da gelatina, una proteina derivata dall'idrolisi parziale del collagene proveniente da ossa, pelle e tessuti connettivi di animali, più comunemente di origine bovina o suina. Il guscio si dissolve nei fluidi gastrici al suo interno da 3 a 10 minuti , rilasciando efficacemente il suo contenuto nel sistema digestivo.
Le capsule di gelatina dominano il mercato farmaceutico e degli integratori per diversi motivi misurabili:
Nella produzione commerciale esistono due tipi principali di capsule di gelatina: capsule di gelatina dura e capsule di gelatina molle. I loro processi di produzione sono fondamentalmente diversi e le loro applicazioni riflettono tali differenze.
Prima di esaminare il processo di produzione, è necessario comprendere i materiali in ingresso che determinano direttamente la qualità dell'involucro, le prestazioni di dissoluzione e la conformità normativa.
La gelatina di grado farmaceutico utilizzata nella produzione di capsule deve soddisfare le specifiche delineate nella Farmacopea degli Stati Uniti (USP), nella Farmacopea europea (Ph. Eur.) e nella Farmacopea giapponese (JP). I principali parametri di qualità includono:
I gusci di gelatina pura sarebbero troppo fragili per essere maneggiati in modo pratico. I plastificanti vengono aggiunti per introdurre flessibilità. Per le capsule rigide, il contenuto di plastificante è mantenuto al minimo (inferiore all'1–2%). Per le capsule di gelatina molle, la concentrazione di plastificante è molto più elevata, in genere 20–30% della formulazione esterna . Il plastificante più comune è la glicerina, con il sorbitolo utilizzato in applicazioni sensibili all'umidità.
Il biossido di titanio viene utilizzato come opacizzante per prevenire la degradazione della luce dei materiali di riempimento fotosensibili. I coloranti approvati (coloranti FD&C, ossidi di ferro, pigmenti naturali come annatto o carminio) vengono incorporati nella soluzione di gelatina prima dell'immersione. Un singolo guscio della capsula può contenere Dallo 0,01% al 2% p/p di biossido di titanio a seconda del livello di opacità richiesto.
L'acqua purificata (conforme agli standard USP o Ph. Eur.) è il solvente principale per la dissoluzione della gelatina. La soluzione di gelatina utilizzata per l'immersione contiene tipicamente 30–40% p/p di solidi di gelatina disciolti in acqua , mantenuto a 50–60°C per mantenere la soluzione alla viscosità adeguata per l'immersione.
Alcuni produttori aggiungono conservanti antimicrobici a bassa concentrazione come l’anidride solforosa (SO₂) alla massa di gelatina per prevenire la contaminazione microbica durante la lavorazione. Il livello consentito nella gelatina finita in genere non è superiore a 50mg/kg per Ph. Eur. specifiche.
La produzione degli involucri delle capsule di gelatina dura segue una sequenza di passaggi strettamente controllata. Ogni fase avviene all'interno di una sezione dedicata di una macchina automatizzata per la produzione di capsule (come quelle prodotte da Capsugel, ACG o Qualicaps). Ecco una ripartizione dettagliata di ciascuna fase:
I granuli di gelatina di grado farmaceutico vengono pesati e sciolti in acqua purificata utilizzando un recipiente di miscelazione incamiciato con riscaldamento controllato. La soluzione è arrivata 60–70°C sotto agitazione continua per 2-4 ore fino a completa omogeneità. Durante questa fase vengono aggiunti i coloranti, gli opacizzanti e gli eventuali eccipienti. La soluzione finale viene degasata sotto vuoto per rimuovere le bolle d'aria che altrimenti creerebbero fori di spillo nel guscio finito. La soluzione viene quindi trasferita in un serbatoio di contenimento dove viene mantenuta la temperatura 50–55°C per prevenire la gelificazione prematura mantenendo la corretta viscosità per l'immersione.
Il cuore della produzione delle capsule rigide è il processo di stampaggio a immersione. I perni in acciaio inossidabile o ottone, lavorati con precisione secondo le dimensioni esatte di ciascuna dimensione della capsula (dalla dimensione 000 alla dimensione 5, con volumi corrispondenti da 1,37 ml fino a 0,13 ml), sono disposti in barre che contengono centinaia di perni ciascuna. Queste barre dei perni vengono prima pulite, ispezionate e prelubrificate con un agente distaccante (comunemente un lubrificante per stampi a base di cetrimide o agenti simili) per facilitare la rimozione della capsula.
Le barre dei perni vengono quindi immerse nella soluzione di gelatina a temperatura controllata. Il serbatoio di immersione viene mantenuto a 45–50°C per garantire che la gelatina ricopra uniformemente gli spilli. I perni del corpo e quelli del cappuccio vengono immersi separatamente, poiché hanno dimensioni leggermente diverse: il cappuccio ha un diametro leggermente più grande per consentire al corpo di scivolare all'interno e bloccarsi durante l'unione. La profondità di immersione e la velocità di prelievo sono controllate con precisione per ottenere uno spessore uniforme della parete del guscio da 0,09 a 0,12 mm .
Immediatamente dopo l'immersione, le barre dei perni vengono invertite e ruotate lentamente. Questa rotazione garantisce una distribuzione uniforme della pellicola di gelatina su tutta la superficie del perno, evitando accumuli sulla punta. Durante questa fase, la gelatina in eccesso viene drenata nella vasca di immersione, riducendo gli sprechi di materiale.
Gli spilli rivestiti passano attraverso una serie di forni di essiccazione dove l'aria condizionata a temperatura e umidità controllate con precisione viene diretta sulla pellicola di gelatina. Le condizioni di essiccazione sono tipicamente 20–25°C con umidità relativa mantenuta tra il 30–45% . Un'essiccazione troppo rapida provoca screpolature; un'essiccazione insufficiente lascia i gusci morbidi e appiccicosi. Il tunnel di asciugatura di una moderna macchina automatizzata può essere Da 30 a 50 metri di lunghezza effettiva , a più zone di temperatura e umidità, per ottenere un'asciugatura graduale e uniforme. Questa fase richiede in genere 30–40 minuti del tempo totale di permanenza nel tunnel.
Una volta essiccato al corretto contenuto di umidità (tipicamente 13-16% p/p in questa fase), i gusci di gelatina semirigidi vengono staccati meccanicamente dai perni utilizzando ganasce di gomma che afferrano e staccano il guscio senza distorsioni. Questo è un passaggio fondamentale: qualsiasi irregolarità della superficie del perno o lubrificazione inadeguata causerà strappi o distorsioni a questo punto.
I gusci spogliati hanno un'estremità aperta irregolare (l'estremità che era sulla punta del perno). I coltelli rotanti di precisione tagliano ciascun guscio alla lunghezza esatta specificata. La lunghezza del cappuccio e del corpo di una capsula di gelatina dura è definita in modo standard: ad esempio, una capsula di dimensione 0 ha una lunghezza del corpo di 18,0 mm e una lunghezza del cappuccio di 11,7 mm (dimensioni standard approssimative; le specifiche esatte variano in base al produttore). La precisione del taglio è generalmente compresa tra ±0,3 mm.
I corpi rifilati e i tappi vengono inseriti in una sezione di giunzione dove vengono prebloccati: il corpo scorre nel tappo in una posizione di preblocco, mantenendoli insieme come gusci vuoti durante le operazioni di movimentazione e riempimento. Le capsule prebloccate possono essere facilmente separate dalle macchine riempitrici per il riempimento, quindi richiuse completamente con uno scatto una volta completato il riempimento. Il meccanismo di giunzione utilizza guide e seguicamma per spingere il corpo nel tappo a una profondità controllata.
Gli involucri vuoti delle capsule di gelatina finiti passano attraverso sistemi di ispezione automatizzati dotati di telecamere e sensori che rilevano difetti visibili: fori di spillo, doppie pareti, spaccature, ammaccature e incoerenze di colore. I tassi di rifiuto su linee moderne ben mantenute sono generalmente inferiori 0,5% . I gusci accettati sono imballati alla rinfusa in sacchetti di plastica all'interno di cartoni di cartone e conservati in condizioni controllate 15–25°C e 35–65% di umidità relativa per mantenere l'integrità del guscio durante la durata di conservazione (tipicamente 3-5 anni).
Le capsule di gelatina dura sono prodotte in dimensioni standardizzate, ciascuna corrispondente a una capacità di volume di riempimento definita. La scelta della dimensione corretta è una decisione critica nella formulazione.
| Dimensione della capsula | Volume di riempimento approssimativo (mL) | Peso di riempimento tipico (mg) con densità di 0,8 g/ml | Applicazioni comuni |
|---|---|---|---|
| 000 | 1.37 | ~1.100 | Veterinari ad alto dosaggio, nutraceutici |
| 00 | 0.91 | ~730 | Olio di pesce, estratti di erbe |
| 0 | 0.68 | ~545 | Formato più comune degli integratori da banco |
| 1 | 0.50 | ~400 | Prodotti farmaceutici per la prescrizione |
| 2 | 0.37 | ~295 | Formulazioni a dosaggio medio |
| 3 | 0.27 | ~215 | API potenti, formulazioni pediatriche |
| 4 | 0.21 | ~165 | Farmaci ad altissima potenza |
| 5 | 0.13 | ~105 | Neonatale e microdosaggio |
Le capsule di gelatina molle (softgel) vengono prodotte utilizzando il processo di incapsulamento con stampo rotante , inventato da Robert Pauli Scherer nel 1933. A differenza della produzione di capsule rigide, il processo softgel forma il guscio e incapsula simultaneamente il materiale di riempimento in un'operazione continua.
Una massa di gelatina calda (contenente gelatina, plastificante - tipicamente glicerina e/o sorbitolo al 20-30% del peso della gelatina secca - e acqua) viene distribuita su tamburi di colata raffreddati per formare nastri di gelatina continui di spessore controllato, tipicamente Spessore da 0,5 a 1,2 mm . Si formano contemporaneamente due nastri, uno per ciascuna metà della capsula.
I due nastri di gelatina vengono alimentati da lati opposti in un meccanismo di filiera rotante costituito da due rulli di filiera controrotanti. Quando i nastri convergono verso gli stampi, il materiale di riempimento (liquido, sospensione o pasta) viene iniettato da una pompa di riempimento attraverso un meccanismo di iniezione a forma di cuneo posizionato tra i nastri. Gli stampi stampano e sigillano la gelatina attorno al materiale di riempimento utilizzando calore e pressione, in genere 37–40°C sulla superficie dello stampo — tagliando contemporaneamente la capsula dal nastro. Ciò produce una capsula ermeticamente sigillata in un'unica operazione.
Le softgel appena formate contengono 30–40% di umidità e deve essere asciugato. Vengono trasferiti nelle asciugatrici - grandi cestelli rotanti con flusso d'aria condizionata - dove asciugano continuamente 2–4 ore per evitare che si attacchi e favorire un'asciugatura uniforme. La successiva asciugatura del vassoio può continuare per 24–48 ore in ambienti controllati fino a quando il guscio raggiunge un contenuto di umidità di equilibrio di circa 6–10% p/p .
Il riempimento di una capsula di gelatina molle deve essere liquido o semisolido alle temperature di lavorazione. I materiali incompatibili con il riempimento in softgel includono:
Le capsule di idrossipropilmetilcellulosa (HPMC), chiamate anche capsule vegetariane o vegane, hanno guadagnato una quota di mercato significativa come alternative alle capsule di gelatina, in particolare per i prodotti destinati ai consumatori vegetariani, vegani, halal e kosher. Il processo di produzione delle capsule HPMC utilizza lo stesso principio di stampaggio a immersione, ma con importanti differenze.
| Parametro | Capsula di gelatina | Capsula HPMC |
|---|---|---|
| Materiale del guscio | Gelatina di origine animale | Polimero di cellulosa di origine vegetale |
| Tempo di dissoluzione (gastrico) | 3–10 minuti | 15-30 minuti |
| Sensibilità all'umidità | Alto (fragile al di sotto del 12% di umidità relativa, morbido al di sopra del 65% di umidità relativa) | Inferiore: più stabile nell'intervallo di umidità relativa |
| Costo per unità | $ 0,01–$ 0,05 | $ 0,03–$ 0,10 (circa 2–3 volte superiore) |
| Compatibilità della velocità di riempimento | Eccellente: funziona con tutti i riempitivi standard | Buono: potrebbe richiedere regolazioni della velocità |
| Rischio di reticolazione | Sì, le aldeidi e gli zuccheri riducenti possono reticolare il guscio | No, non è suscettibile alla reticolazione |
| Idoneità dietetica | Non adatto a vegani/vegetariani | Adatto a tutte le preferenze dietetiche |
Una delle sfide più significative dal punto di vista pratico nella produzione e formulazione di capsule di gelatina è reticolazione del guscio — una reazione chimica in cui i composti contenenti aldeide (da eccipienti, materiali di riempimento o imballaggio) reagiscono con i gruppi amminici nelle catene proteiche della gelatina, formando legami covalenti che rendono il guscio rigido e resistente alla dissoluzione.
I gusci di gelatina reticolata possono superare il test di dissoluzione iniziale ma poi fallire 3–6 mesi di conservazione , creando un grave rischio di biodisponibilità che spesso non viene rilevato finché gli studi sulla stabilità non sono ben avviati. Il test di dissoluzione a due livelli USP è stato sviluppato appositamente per risolvere questo problema: le capsule che non superano i criteri di dissoluzione standard vengono nuovamente testate in presenza di enzimi (pepsina o pancreatina) per determinare se la causa è la reticolazione.
I fattori scatenanti noti per la reticolazione nei sistemi di capsule di gelatina includono:
Le strategie di mitigazione includono la sostituzione del lattosio con zuccheri non riducenti (ad esempio, mannitolo o cellulosa microcristallina), l'utilizzo di essiccanti e gas inerti dello spazio di testa nel confezionamento, la selezione di capsule HPMC per formulazioni sensibili all'aldeide e l'esecuzione di test accelerati di stabilità presso 40°C/75% UR per 6 mesi come protocollo standard.
I produttori di capsule che riforniscono l’industria farmaceutica devono operare in conformità cGMP (attuale buona pratica di fabbricazione) normative come definite da FDA 21 CFR Parts 210/211 (USA), EudraLex Volume 4 (UE) o linee guida nazionali equivalenti. Il regime di controllo qualità per la produzione di capsule di gelatina copre diverse dimensioni:
Oltre alle capsule di gelatina rigida e morbida standard, l’industria delle capsule ha sviluppato varianti specializzate per soddisfare requisiti specifici di somministrazione di farmaci. Queste modifiche vengono introdotte durante la produzione della calotta o come trattamenti post-produzione.
Le capsule di gelatina standard si dissolvono rapidamente nell'acido gastrico (pH 1–2). Per i farmaci acidolabili o che devono essere somministrati nell'intestino, le capsule di gelatina vengono rivestite dopo il riempimento con polimeri enterici come idrossipropilmetilcellulosa ftalato (HPMCP), acetato ftalato di cellulosa (CAP) o Eudragit L100 . Questi rivestimenti rimangono intatti a pH gastrico inferiore a 5,0 ma si dissolvono a pH intestinale superiore a 5,5–6,0, consentendo un rilascio intestinale mirato.
Le capsule di gelatina rigida possono essere riempite con formulazioni liquide o semisolide: una tecnologia che unisce la semplicità della produzione di capsule rigide con i vantaggi di biodisponibilità tradizionalmente associati alle softgel. I riempimenti liquidi per le capsule rigide devono essere non acquoso o contenere meno del 10% di acqua per evitare l'ammorbidimento del guscio. Dopo il riempimento, le capsule vengono sigillate mediante fascettatura (una fascia di gelatina applicata attorno alla giunzione tappo-corpo), termosaldatura o saldatura a rotazione. Questo formato ha mostrato particolare utilità per migliorare la biodisponibilità dei farmaci scarsamente solubili BCS di classe II e IV attraverso sistemi di rilascio di farmaci a base lipidica (LBDDS).
Oltre all'HPMC, sono disponibili materiali alternativi per il guscio per applicazioni specifiche. Le capsule di Pullulan (a base di tapioca fermentata) offrono eccellenti proprietà di barriera all'ossigeno: velocità di trasmissione dell'ossigeno approssimativa 10 volte inferiore alla gelatina — rendendoli adatti a materiali di riempimento altamente sensibili all'ossidazione. Le capsule a base di amido sono un’altra alternativa priva di animali, ma sono meno comunemente utilizzate a causa della maggiore fragilità e delle sfide di lavorazione.
L’involucro della capsula di gelatina in sé non viene generalmente utilizzato per ottenere un rilascio modificato: tale funzione è solitamente incorporata nel riempimento (granuli rivestiti, mini-compresse, granuli a rilascio controllato). Tuttavia, la capsula di gelatina è un contenitore ideale per ospitare più popolazioni di pellet con diversi profili di rilascio. Ad esempio, una capsula di gelatina dura di dimensione 0 può contenere una miscela di pellet a rilascio immediato e a rilascio prolungato di 8 ore in un'unica capsula, creando un profilo di rilascio bifasico da una semplice fase di produzione.
L’involucro vuoto della capsula di gelatina è solo una parte della storia. Il processo di riempimento, eseguito presso produttori farmaceutici, organizzazioni di sviluppo e produzione a contratto (CDMO) o farmacie di compounding, è altrettanto fondamentale per la qualità del prodotto finale.
I riempitori di capsule industriali (di produttori come IMA, Bosch/Syntegon e MG America) funzionano con movimento continuo o intermittente. Aprono i gusci delle capsule prebloccate, riempiono il corpo con la dose di polvere, pellet o liquido, quindi chiudono ed espellono la capsula riempita. Le velocità di produzione per le riempitrici rotative ad alta velocità vanno da Da 150.000 a 500.000 capsule all'ora . Il controllo della variazione del peso viene ottenuto tramite selezionatrici ponderali automatizzate che generalmente rifiutano le capsule al di fuori della tolleranza delle specifiche ±5% del peso di riempimento target per riempimenti in polvere.
Per la composizione di piccoli lotti o la produzione di sperimentazioni cliniche, le piastre di riempimento delle capsule (Torpac, Capsule Machine) consentono il riempimento manuale di Da 50 a 300 capsule per lotto . Le riempitrici semiautomatiche da banco colmano il divario nella movimentazione Da 5.000 a 50.000 capsule all'ora e sono comuni nelle operazioni farmaceutiche su piccola scala e negli ambienti di compounding specializzati.
Il riempimento delle capsule di gelatina dura deve avvenire in ambienti controllati. Il parametro più critico è l'umidità relativa: i gusci di gelatina diventano troppo fragili per essere maneggiati al di sotto 30% UR e troppo morbido e appiccicoso sopra 60% umidità relativa . Le condizioni standard della sala di riempimento sono 20–25°C e 40–55% di umidità relativa . Nei climi umidi, le stanze di riempimento richiedono una deumidificazione attiva con sistemi HVAC convalidati.
Per le aziende farmaceutiche, i marchi nutraceutici e i CDMO, la scelta del giusto fornitore di capsule di gelatina richiede una valutazione su diversi aspetti che vanno oltre il prezzo base per mille capsule.
Il tuo indirizzo email non verrà pubblicato. I campi obbligatori sono contrassegnati *
Se desideri saperne di più sui nostri prodotti, non esitare a contattarci e faremo del nostro per assisterti.

